
製造業の現場で品質管理や統計解析を行う際、データの分布特性を把握することは非常に重要です。
その中でも「尖度(せんど)」と「歪度(わいど)」は、データの形状を理解するうえで欠かせない指標です。
本記事では、尖度と歪度の基本的な意味から違い、計算方法、製造業での具体例まで詳しく解説します。
尖度と歪度とは何か
尖度の基本概念
尖度は、データ分布の「尖り具合」を示す統計指標です。
具体的には、平均値周辺にデータがどれだけ集中しているか、また裾野がどの程度広がっているかを数値で表します。
尖度の値が正であれば、平均値付近にデータが集中していて裾が細い分布を意味し、負の場合は平均値付近のデータが少なく裾野が広がった分布を示します。
製造業では、例えば精密部品の長さや厚みの測定データを分析する際、尖度を用いることでプロセスの安定性や規格内の集中度を評価できます。
歪度の基本概念
歪度はデータ分布の「左右非対称性」を示す指標です。
平均値を中心にしてデータがどちら側に偏っているかを定量的に評価でき、分布のバランスの偏りを把握するのに役立ちます。
歪度が0に近い場合は左右対称で理想的な分布、正の値は右側(大きい値)にデータが偏っていること、負の値は左側(小さい値)に偏っていることを示します。
製造業での活用例としては、射出成形で製造したプラスチック部品の寸法分布や、自動車部品の重量測定など、左右どちらかに偏りがある場合の品質問題を早期に発見するのに有効です。
尖度と歪度の違い
尖度と歪度はどちらもデータ分布の形状を示す指標ですが、着目するポイントが異なります。
尖度は「集中度や平坦度」に注目し、歪度は「左右非対称性や偏り」に注目します。
例えば、同じ平均値と標準偏差でも、尖度が高ければ中央にデータが集中し、歪度が正であれば右側に長い尾があるという分布になります。
製造業ではこの違いを理解することで、工程能力評価や異常値の原因分析、品質改善に適切に役立てることができます。
尖度と歪度の計算方法
尖度の計算式
尖度は中心化4次モーメントを用いて計算されます。
具体的には以下の式で表されます。
ここで、nはデータ数、x_iは各データ、\bar{x}は平均値です。
この式により、平均値周辺のデータ集中度と裾野の広がりを数値化できます。
尖度が0より大きい場合は尖った分布、0より小さい場合は平らな分布を示します。
製造業では、部品の寸法や重量のばらつきを評価する際に、尖度を用いて工程の安定性やばらつきのパターンを把握できます。
歪度の計算式
歪度は中心化3次モーメントを使用して求めます。
この数値により、分布が左右どちらに偏っているかを定量的に確認できます。
正の値であれば右側に裾が長く、負の値であれば左側に裾が長いことを意味します。
例えば、自動車部品のボルト長さで正の歪度が見られる場合、規格上限に近い長さのボルトが多いことを示しており、組み付け時の不具合リスクを予測できます。
製造業での計算例
例えば、自動車のボルト長さを100個測定したとします。
平均値が50mm、標準偏差が0.1mmの場合、尖度や歪度を計算することでプロセスの安定性や偏りを定量的に評価できます。
尖度が正であればほとんどのボルトが平均値付近に集中しており、工程が安定していることを示します。
歪度が負であれば、短いボルトが多く、組み付け時の緩みや不具合の原因となる可能性があります。
このように、尖度と歪度を組み合わせて分析することで、製造現場での品質管理に直結する改善ポイントを見つけることが可能です。
尖度と歪度のグラフイメージ
正規分布との比較
尖度と歪度を理解するうえで、正規分布を基準に考えると分かりやすいです。
正規分布は尖度0、歪度0であり、左右対称で尖り具合も標準的です。
製造業では、部品寸法や品質データが正規分布に近い場合、工程が安定しており予測可能であることを示します。
逆に正規分布から外れた場合、プロセスに異常や偏りがある可能性を示唆します。
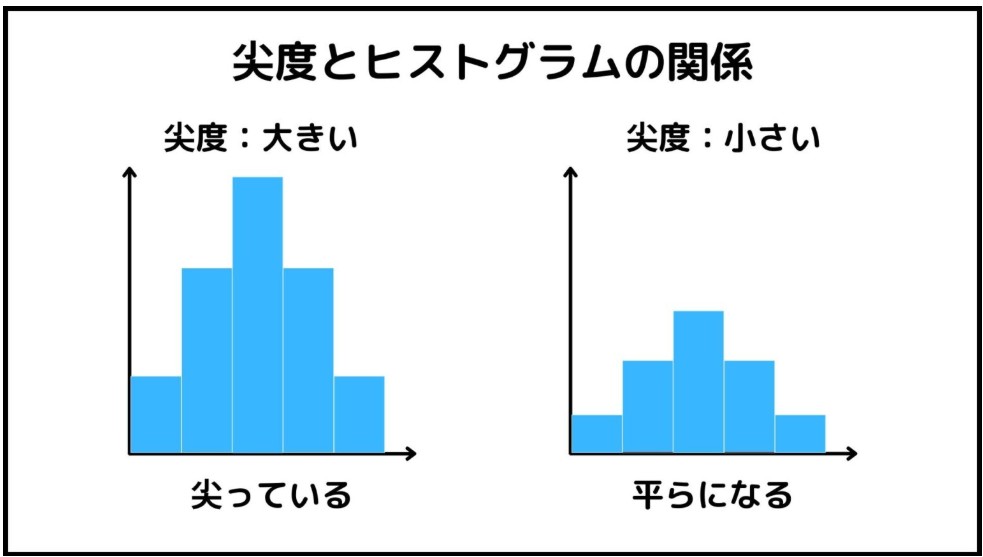
尖度の例
出典:https://yukashun.com/skew-kurt/
尖度が高い場合、グラフの中央が鋭く尖り、裾が細く長くなります。
製造業では、電子部品の抵抗値やキャパシタの容量など、規格値周辺にデータが集中する場合によく見られます。
尖度が低く平坦な場合は、測定値が平均値付近に集中せず、広範囲にばらついていることを示し、工程改善の対象として注目されます。
歪度の例

出典:https://yukashun.com/skew-kurt/
歪度が正の例では、右側に裾が長く伸びる分布になります。
例えば、射出成形で製造したプラスチック部品の寸法誤差が右に偏る場合、金型や冷却条件に偏りがあることを示唆します。
歪度が負の場合は左側に裾が伸び、小さい値が多いことを示し、材料供給や設定値の調整が必要であることが分かります。
尖度と歪度の活用方法
品質管理への応用
尖度と歪度は工程能力指数(Cp/Cpk)を評価する際に有効です。
歪度が大きい場合、平均値だけで工程能力を判断すると誤った結論になる可能性があります。
尖度と歪度を合わせて解析することで、工程の安定性や不良発生のリスクをより正確に評価できます。
製造現場では、これらの指標を用いて定期的にデータ分析を行い、早期に工程改善を行うことで品質向上につなげています。
工程改善の指標として
分布が尖りすぎている場合、部品が平均値付近に過度に集中していることを意味します。
この場合、設備の微調整や材料ばらつきの確認など、プロセス改善の対象になります。
逆に平坦すぎる場合は測定精度や工程条件の見直しが必要です。
製造業では、こうした尖度・歪度の情報をもとに、作業手順や設備条件の最適化を図ることが一般的です。
実務での具体例
例えば、自動車エンジンのピストン直径を測定した結果、歪度が正であれば大きめのピストンが多く、組み付け時にクリアランス不足のリスクがあることを示しています。
尖度が高ければ大半のピストンが平均値付近に集中しており、ばらつきは小さいことが分かります。
この情報をもとに工程調整や材料の選定を行うことで、不良品の発生を未然に防ぐことができます。
尖度・歪度の注意点
サンプルサイズの影響
尖度や歪度はデータ数が少ないと大きく変動しやすく、誤った判断を招く可能性があります。
信頼できる解析には十分なサンプル数を確保することが重要です。
製造業では、部品検査や測定データを一定数以上取得して解析することで、安定した評価を行うことが求められます。
外れ値の影響
外れ値は尖度・歪度に大きな影響を与えます。
測定ミスや異常品を含めたまま解析すると、分布の特性を誤認する可能性があります。
製造現場では、外れ値の確認や除外ルールを定めてから尖度・歪度を計算することが推奨されます。
解釈の注意点
尖度や歪度の数値だけで品質や工程の良否を判断することは危険です。
分布の形状、平均値、標準偏差など他の統計指標と組み合わせて解釈することで、より正確な工程評価や品質改善につなげることができます。
また、工程全体の状況や製品の使用条件も考慮することが重要です。
まとめ
尖度はデータ分布の尖り具合、歪度は左右対称性の偏りを示す指標です。
製造業では、部品寸法や品質特性の解析に活用され、工程改善や不良低減に役立ちます。
信頼性の高い解析には十分なサンプル数や外れ値の考慮が不可欠であり、尖度・歪度を他の統計指標と組み合わせて活用することが重要です。
")

